Fresnelove šošovky nachádzajú vďaka svojej malej hmotnosti uplatnenie v celom rade aplikácií, ale medzi hlavné oblasti patrí bezpochyby signalizačná a osvetľovacia technika. Rastúce nároky na parametre optiky používané v súčasných semaforoch nútia jej dodávateľa spĺňať prísne technické kritériá, ktoré sú často za hranicou praktického využitia i reálneho dopadu na funkciu komponentu.

V prípade svetelnej signalizačnej techniky používanej na riadenie križovatiek sú nároky na celú optickú sústavu vložky návestidla „lampy“ až extrémne. Pri homologačných skúškach sa meria niekoľko optických parametrov súčasne a často trendy týchto parametrov idú proti sebe. Na prvý pohľad okrúhle svetlo musí svietiť hranatým profilom, že sa meria v niekoľkých uhloch s presnosťou na desatiny kandely. Meria sa rozloženie svietivosti, farba, fantomický signál a ďalšie optické parametre.
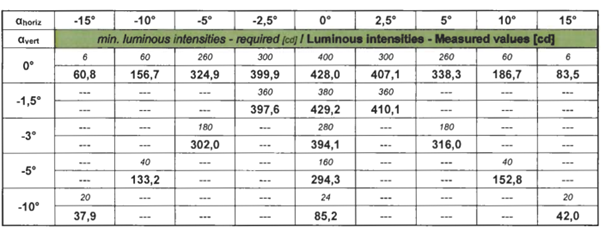
Meranie optických parametrov svietivosti v konkrétnych stanovených uhloch
Meranie rozloženia svietivosti na povrchu návestidla – pomery medzi najsvetlejším a najtmavším miestom
Z týchto dôvodov musí byť optická sústava čo najdokonalejšia a skúšobný orgán by si predstavoval, že bude návestidlo svietiť s dostatočnou rezervou na splnenie požiadaviek.
Trh si dnes začína presadzovať protichodnú požiadavku = teda takú, aby malo svetlo čo najmenšiu spotrebu energie. Nemalá časť križovatiek používa klasické žiarovky s príkonom desiatok až stoviek Wattov a pritom nové tendre presadzujú splnenie rovnakých svetelných parametrov s LED zdrojmi svetla a príkonom niekedy POD 2W! Tento na prvý pohľad nedosiahnuteľný cieľ je skutočne realizovateľný, ale je nutné vyhnať optickú sústavu návestidla a tým aj jeho optickú účinnosť k dokonalosti.
Práve Fresnelove šošovka je jedným z veľmi dôležitých komponentov v tejto zostave a svojou geometriou do značnej miery určuje celkovú účinnosť.
Vývoj takého návestidla začína teoretickými výpočtami. Sprvu založených iba abstraktne na technických simuláciách a ideálnych uhloch všetkých geometrií. Neskôr sa do toho zamotá vývoj pre vstrekovací lis. Takáto forma je však obrábaná frézou, ktorá už svoj reálny rádius vnáša do výlisku a tým zmenšuje opticky funkčnú plochu a účinnosť.
Ďalším z aspektov, ktoré znižujú optickú účinnosť je nedokonalý vstrekovací proces výroby.
Pri geometrii Fresnelovej šošovky nie je možné vykonávať odvzdušnenie v rámci každého kruhového elementu. Tým dochádza k nedokonalému dotlačeniu taveniny do krajov = špičiek elementov a tým k ďalšiemu znižovaniu optickej účinnosti.
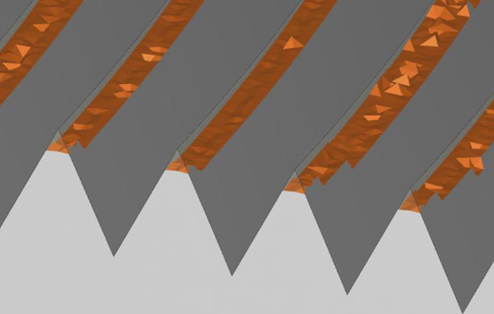
Simulácia hromadenia vzduchu vo forme - oranžové sú nedotlačené opticky mŕtve miesta.
Súčet všetkých týchto vnesených chýb potom znižuje celkovú účinnosť a zvyšuje energetické nároky celého návestidla. Technicky vzaté sa príkon znížil v pomere k žiarovke 50x a sa napriek tomu hrá o každú desatinu príkonu
Z vyššie popísaných dôvodov je nutné prejsť nielen procesom náročných simulácií v priebehu vývoja, ale hlavne reálnym overením vylisovaných kusov. Toto overenie potom musí prebiehať ako v štádiu vývoja, tak periodicky v rámci výroby. Je veľmi dôležité sledovať nielen reálne optické parametre vyrobených kusov, ale aj samotné opotrebenie formy, ktoré sa prejaví práve zmenšením „ostrosti“ zubov na výliskoch.
V rámci procesu príprav sa ponúkali tri spôsoby:
Klasická optická kontrola mikroskopom – pri výške zuba v desatinách milimetra je problém akokoľvek analyzovať parametre jednotlivých rádiusov a okom rozpoznateľná vada by znamenala už značné opotrebovanie formy či poškodenie výlisku.
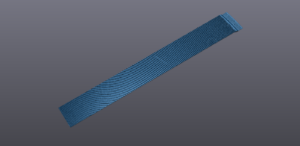
Kontrola pomocou štandardného 3D skenera – Táto metóda bola použitá ako prvá. Dávala vcelku solídne výsledky v zobrazení celkovej geometrie, avšak vplyvom nutnej aplikácie reflexného spreja na jemne vrúbkovaný povrch dochádzalo k zaobleniu jednotlivých ostrých hrán a rádiusov. Pre presne meranie sa teda táto metóda ukázala ako nedostatočná.
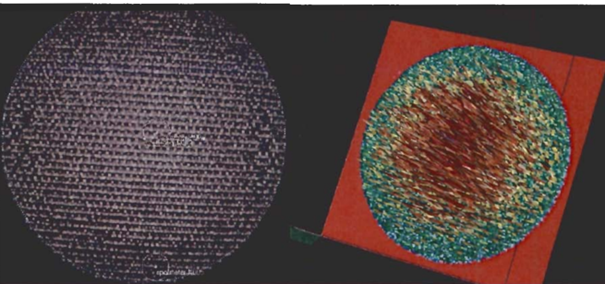
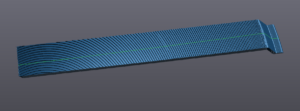
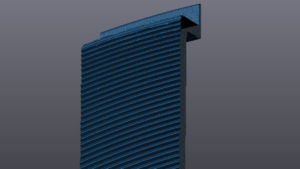
Porovnanie kvality skenu optického a tomografického skenu
Kontrola pomocou μCT – táto metóda bola u nás použitá prvýkrát. V tomografii nehrajú optické vlastnosti materiálu žiadnu rolu, iba jeho hustota. Plast je tu ideálnym materiálom, ktorý je možné merať veľmi presne, bez nutnosti úprav povrchu. Ako trochu problematické sa ukázala nutnosť oddeliť zo šošovky s priemerom 200 mm, iba opasok as pritom nepoškodiť štruktúru „vrúbkov“.
Klasické rezanie by šošovku zasypalo jemným práškom, ktorý by neskôr nešiel nedeštruktívne vyčistiť. Bol teda zvolený variant vytavenia potrebného segmentu horúcim drôtom tak, aby minimálne stredová časť bola teplotne nepoškodená a schopná skenovania.
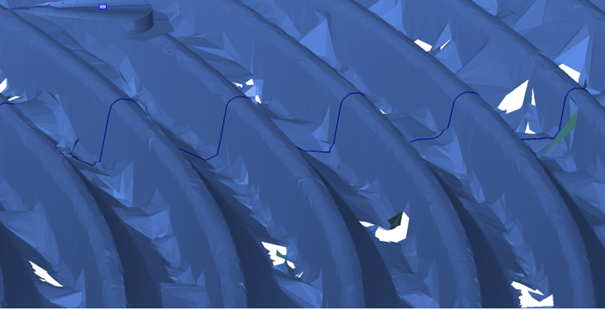
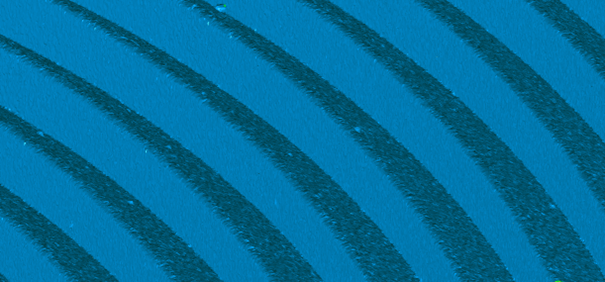
Vzorka bola rozrezaná, aby bolo umožnené skenovanie s najvyšším rozlíšením (s najväčším zväčšením) a potom naskenovaná tomografickou akvizíciou v rozlíšení 19 mikrónov. Voxelový model bol prevedený do formátu .stl. .



Výsledkom bol veľmi konkrétny sken povrchu šošovky, s minimom vnesených nepresností.
μCT sa ukázalo ako ideálny variant kontroly takto jemného povrchu od fázy designu, výrobu prototypov, až po periodické kontroly v procese výroby.
Autori:
Stanislav Hrnčiar / Cross
Peter Herzan / SolidVision
Fresnelove šošovky nachádzajú vďaka svojej malej hmotnosti uplatnenie v celom rade aplikácií, ale medzi hlavné oblasti patrí bezpochyby signalizačná a osvetľovacia technika. Rastúce nároky na parametre optiky používané v súčasných semaforoch nútia jej dodávateľa spĺňať prísne technické kritériá, ktoré sú často za hranicou praktického využitia i reálneho dopadu na funkciu komponentu.